




服务热线
18251868166

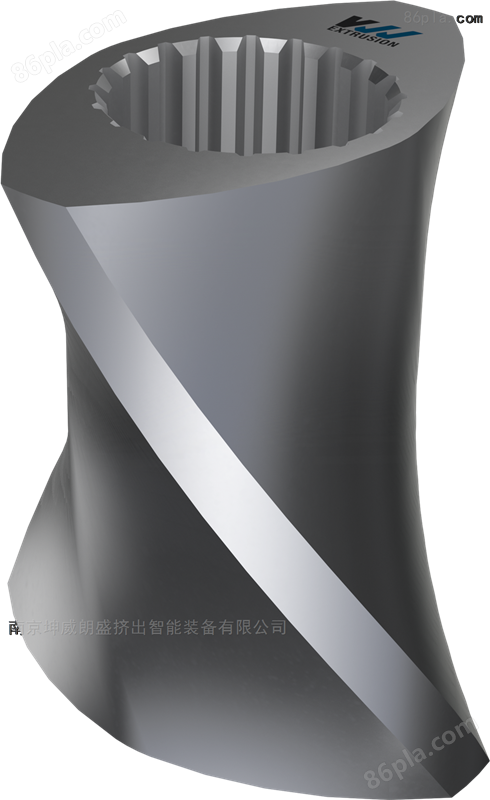
生产加工螺纹元件类型
输送元件 混合元件
捏合块以及捏合片 转换元件(GD)
深槽输送元件(SK) 用于侧喂料元件
单头、双头以及三头螺纹元件 应客户要求的特殊
应用机型
- APV - Kobe - Theysohn
- Bühler - Toshiba - Buss - USEON - Clextral - Labtech - Kurimoto - Lantai
- JSW - Leistritz - KEYA - Maris - OMC
生产加工螺纹元件特点及优势
1. 所有元件材料均采用品牌或欧洲双螺杆塑机专业材料供应商,并进行元素及金相分析检查,确保原材料;
2. 内花键用花键塞规检查,确保元件的互换性;
3. 所有元件精加工均采用热后CNC数控磨削加工,形状误差控制在±0.015以内,捏合块片距及片厚公差控制在±0.03以内,
长度公差控制在±0.01以内,外形表面粗糙度均≤Ra0.8,*消除了热处理变形对元件品质的影响;
4. 采用欧洲HIP工艺加工的粉末高速钢,并严格按对方热处理工艺处理的元件,其耐磨耐蚀性能与国外等同品牌;
5. 专业的技术团队,不仅能及时准确提供来样测绘设计,亦可提供元件组合方面的技术服务;
6. 不管是国内还是国外主机,公司均备存有详尽的技术资料和专用工装夹具,能迅速提供备件服务;常用元件均有充足库存,当天下单当天发货;新产品货期在45天内交货;
注意事项
经校对塞规计量超差或者达到计量器具周检期的环规,由计量管理人员收回作相应的处理措施。
1、通规使用前:应经相关检验计量机构检验计量合格后,方可投入生产现场使用。
使用时:应注意被测螺纹公差等级及偏差代号与环规标识的公差等级、偏差代号相同(如M24*1.5-6h与M24*1.5-5g两种环规外形相同,其螺纹公差带不相同,错用后将产生批量不合格品)。
2、止规使用时:应注意被测螺纹公差等级及偏差代号与环规标识公差等级、偏差代号相同检验测量过程:首先要清理干净被测螺纹油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指转动环规,旋入螺纹长度在2个螺距之内为合格,否则判为不合格品。
3、维护与保养量具(环规)使用完毕后,应及时清理干净测量部位附着物,存放在规定的量具盒内。生产现场在用量具应摆放在工艺定置位置,轻拿轻放,以防止磕碰而损坏测量表面。严禁将量具作为切削工具强制旋入螺纹,避免造成早期磨损。可调节螺纹环规严禁非计量工作人员随意调整,确保量具的准确性。环规长时间不用,应交计量管理部门妥善保管。
4、注意事项在用量具应在每个工作日用校对塞规计量一次。经校对塞规计量超差或者达到计量器具周检期的环规,由计量管理人员收回作相应的处理措施。可调节螺纹环规经调整后,测量部位会产生失圆,此现象由计量修复人员经螺纹磨削加工后再次计量鉴定,各尺寸合格后方可投入使用。报废环规应及时处理,不得流入生产现场。
公司地址
江苏省常州溧阳市别桥后周镇黄金山路3号联系电话
400-096-8228电子邮箱
sales@njkwls.com版权所有 © 2026 江苏坤威朗盛装备科技有限公司 备案号:苏ICP备2021047026号-2 技术支持:塑料机械网 管理登陆 sitemap.xml