




服务热线
18251868166
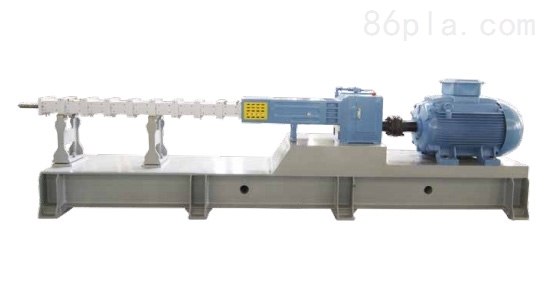

双螺杆反应挤出简介:
适合部分对混炼分散要求高物料,主要用于黑色母、高填充等应用,具有产量大,能耗低等优点。
操作:
双螺杆反应挤出主要技术参数
| 主机型号 Model | 长径比 L/D | 转速 Speed | 参考产量 Capacity for reference |
| ECOH52 | 28-48 | 500-600rpm | 1000-2000kg/h |
| ECOH65 | 28-48 | 500-600rpm | 1500-3000kg/h |
| ECOH75 | 28-48 | 500-600rpm | 2000-4000kg/h |
备注:以上规格参数如有变更,恕不另行通知
公司地址
江苏省常州溧阳市别桥后周镇黄金山路3号联系电话
400-096-8228电子邮箱
sales@njkwls.com版权所有 © 2026 江苏坤威朗盛装备科技有限公司 备案号:苏ICP备2021047026号-2 技术支持:塑料机械网 管理登陆 sitemap.xml