




服务热线
18251868166





TPU挤出双螺杆主机简介:
在高粘反应体系工况,双螺杆挤出机因具有的强烈的传热传质与界面更新能力,狭窄的停留时间分布,极优的换热与脱挥比表面,易于连续化作业等一系列优点,具有传统设备难以企及的众多*性;双螺杆聚合反应挤出机(或称之为双螺杆反应器),不仅存在着普通挤出机具有的传热、混合、剪切、输送、排气、挤出等物理过程,同时贯穿着聚合反应化学变化,故过程更为复杂,技术密集程度更高。其为数不多但*。不同的反应类型,机组的结构形式与特性参数差异亦较大,一般均需针对特定的物料体系与聚合工艺量身定制。
典型应用:TPU类反应挤出(氨纶、弹性体、粘接剂);PC熔融缩聚;PMMA本体聚合;丙烯酸类树脂聚合;尼龙类缩聚以及各类接枝反应等;
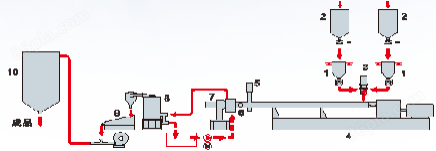
TPU双螺杆聚合反应造粒机组流程图
1. 原料仓 2. 计量加料系统 3. 混合头 4. 双螺杆挤出机 5. 开车阀 6. 换网器 7. 水下热切粒机 8. 离心脱水机 9. 振动筛 10. 成品料仓

TPU反应聚合线的原料仓储系统

TPU反应聚合线的原料计量浇注机
TPU挤出双螺杆主机注意事项:
1、使用前螺杆需要进行清洗,可使用PP或HDP在较高温度下清洗。也可以用清洁剂进行清洗。
2、TPU的摩擦系数较高,定形较为困难,冷却水槽的长度应比其他热塑性材料长,硬度大的TPU比较容易成形。
3、成型温度根据不同厂家的材料而定,硬度越大挤出的温度越高。加工温度进料段到计量段增加10--20℃。
4、芯线必须干燥,无油污,以防止因热发生气泡。并保证最佳的结合性。
5、螺杆转速太快因剪切应力而导致摩擦过热,转速设定应控制在12-60rpm,具体值按螺杆直径而定。直径越大转速越慢。各家材料有所不同,应注意供应商的技术要求。
6、机头设计应该是流线型的,不应存在死角,以保证材料的顺畅流动。模套的承线可以适当加长,模型模套间夹角设计在8-12°之间比较合适,以降低剪切应力,防止生产过程中产生眼屎以及稳定挤出量。
7、单螺杆挤出机螺杆压缩比1:2-1:3之间皆适用,最好是1:2.5,三段式螺杆长径比最佳为25,良好的螺杆设计可避免激烈摩擦引起材料的分解裂化。假设螺杆长度为L,进料段为0.3L,压缩段为0.4L,计量段为0.3L,螺筒与螺杆间隙为0.1-0.2mng机头处的蜂巢板需有1.5-5mm的孔洞,使用2片400孔/cmsq的滤网(约50目)。挤出成型时一般需要更大的马力的马达,防止马达因过载失速或烧坏,一般PVC螺杆或B螺杆可用,短压缩段螺杆不适用
保养
1、机器设备在运用一定时间过后要做一次多方位的查验,查验全部螺丝钉的紧松情况。
2、若遇生产制造间断电,主传动系统和加热 终止 ,当恢复正常送电时,务必将料筒每段从新 加热 到要求的温度并保温 一定时间后才 能启动挤出机。
3、双螺杆挤出机运用五百 小时后,减速器中 会出现传动齿轮磨出来的 铁销或其他杂物 ,因此,应清理传动齿轮与此同时 更换减速器工业润滑油。
4、如发觉仪表盘、指示针的转向满度,应 查验热电阻等边框线的接触是不是优良。
公司地址
江苏省常州溧阳市别桥后周镇黄金山路3号联系电话
400-096-8228电子邮箱
sales@njkwls.com版权所有 © 2026 江苏坤威朗盛装备科技有限公司 备案号:苏ICP备2021047026号-2 技术支持:塑料机械网 管理登陆 sitemap.xml